|
|
|
Заточка фрез
|
||||||
|
Заточка
насадных фрез
|
||||||
|
Насадные фрезы условно можно поделить на следующие группы:
Наиболее распространёнными на сегодняшний день являются фрезы со сменными твёрдосплавными пластинами. Это обусловлено тем, что эти фрезы не требуют заточки и обеспечивают высокую стойкость между сменой режущих элементов. Однако, особенностью применения этих фрез является то, что для обеспечения высокого качества обработки, сырьё, из которого изготавливается конечный продукт, должно быть хорошего качества. Под хорошим качеством понимается отсутствие в древесине так называемых инородных тел и мёртвых сучков. Прошлый раз, когда мы говорили о ножевых головках, мы уже упоминали отличие в обработке мягких пород древесины быстрорежущей сталью от обработки твёрдым сплавом - быстрорез в отличие от твёрдого сплава "не боится" сучков. Есть ещё два очень важных обстоятельства в пользу фрез с резцами из высоколегированной или быстрорежущей* стали:
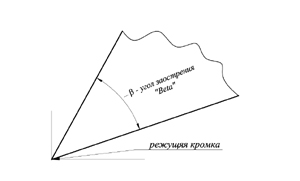
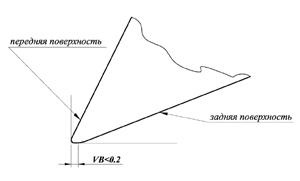
Обрабатываемая поверхность получается качественной в том случае, если радиус скругления угла заострения Alfa резца по задней поверхности составляет не более 0,2мм. Таким образом, стойкость инструмента определяется тем, как быстро угол заострения Fi резца по задней поверхности "скруглится" до величины 0,2мм.
Стойкость резца максимальна при следующих комбинациях материала резца и обрабатываемого материала:
Таким образом, если речь идёт об обработке мягких пород древесины (древесина обрабатывается, как правило, в сухом виде), то наиболее оптимально использовать быстрорежущую сталь. Именно по этой причине в деревообработке широко используются фрезы с напайными резцами из быстрорежущей стали или ,так называемые, монолитные цельнозатылованные фрезы из высоколегированной стали. Монолитной цельнозатылованной называется фреза, целиком изготовленная из "куска" легированной стали. Понятно, что такая фреза стоит недёшево, поскольку в её состав входит много вольфрама. Однако, такие фрезы имеют большой ресурс и высокие эксплутационные характеристики. Наиболее распространены цельнозатылованные фрезы и фрезы с напайными резцами при поточном производстве стандартных изделий на четырёхсторонних станках. К таким изделиям относится, например, евро-вагонка и половая доска. Наибольшего эффекта такие фрезы достигают на тяжёлых станках со скоростью обработки до 250 метров в минуту. По форме зуба монолитные фрезы можно разделить на два класса:
Изготовление цельнозатылованных фрез - сложный технологический процесс. Сложность их изготовления обусловлена рядом причин:
Фрезы затыловывают для того чтобы:
Понятно, что цельнозатылованная фреза, изготовленная по всем правилам инструментального производства, неоспоримо "держит верх" по сравнению с ножевыми головками. Пояснения: * - Быстрорежущей называется сталь с высоким содержанием вольфрама и молибдена. Эта сталь обозначается как HS - Hochlegierter Schnellarbeitsstahl. ** - Стеллитом называется сталь, в состав которой кроме вольфрама входит кобальт и хром. Эти добавки значительно повышают твердость стали. Эта сталь обозначается как ST - Stellit. *** - Твердым сплавом называется материал,
получаемый в результате спекания нескольких порошков, смешанных между
собой в определенной пропорции, под очень высоким давлением и температурой.
Сложность производства твердого сплава состоит в обеспечении условий высокой
температуры и давления, а также в том, что в процессе спекания объем порошка
уменьшается на треть, а изделие должно быть спечено сразу в размер. Технология
производства твердого сплава считается одним из лучших мировых достижений
современной науки и техники. Твердый сплав обозначается как HW или HM
- Hartmetall. Ножевые головки Рисунок 0. 
Сегодня мы поговорим о ножевых головках, которые подразделяются на головки с профильными и прямыми ножами. Конструктивно ножевая головка состоит из корпуса и устанавливаемых в него ножей. Ножевые головки с профильными ножами используются для обработки сложных поверхностей, при изготовлении наличников, плинтусов, багетов, профилированного конструкционного бруса, профильной части "блок-хауза" и пр. Ножевые головки с прямыми ножами предназначены для обработки прямолинейных поверхностей. Например, при производстве мебельного щита или оконного бруса. Рисунок 1. 
В профильных ножевых головках, их еще называют бланкетными (от немецкого das Blankett - вырезанная заготовка) используются толстые и широкие ножи. Толщина такого ножа t=8-10 мм. Это обусловлено двумя причинами: во-первых: обеспечение необходимой прочности; во-вторых: необходимость изготовления на тыльной стороне ножа рифления. Обеспечение необходимой прочности. Нож выглядывает из самой головки на величину, равную глубине обрабатываемого профиля. При том, что в четырёхстороннем фрезерно-калёвочном станке ножевая головка раскручивается до 6000 об/мин, в процессе строгания древесины возникают большие силы резания и, если нож будет тонким, он может сломаться, в результате чего из станка с большой скоростью вылетит осколок ножа, что крайне опасно для персонала. Необходимость изготовления рифления на тыльной стороне ножа. Профильные ножи по мере затупления необходимо перетачивать. Причём, перетачивать ножи необходимо так, чтобы не нарушить балансировку ножевой головки, то есть все ножи в ножевой головке должны иметь абсолютно одинаковую массу. По мере стачивания нож необходимо выдвигать из ножевой головки. Для этого на тыльной стороне ножа изготавливается прецизионное (высокоточное) рифление, так называемая "гребенка". Такая же "гребенка" имеется в корпусе самой головки. Для переточки все ножи выдвигаются из головки на один зубец и ножевая головка сохраняет свою сбалансированность. Понятно, что на тонком ноже такую "гребенку" сложнее изготовить, и рифление ослабит прочность иструмента. Стоит заметить, что существуют специальные системы, применяемые при обработке ценных, высокоплотных пород древесины (дуба, бука, ясеня, и др.), когда профильный нож состоит из тонкой рифленой бланкеты и рифленой с обеих сторон державки. По ширине бланкеты бывают трёх видов: Н=50мм, Н=60мм, Н=70мм. Рисунок 2. 
Ширина ножа выбирается в зависимости от того, какой глубины профиль необходимо обрабатывать. Как правило, на практике используются бланкеты шириной 50 мм. В прямых ножевых головках используются ножи тонкие и узкие. Толщина такого ножа 3мм, ширина 30мм. Этим ножам "не нужна" высокая прочность (он практически полностью "спрятан" в корпусе ножевой головки и "выглядывает" из нее только на 2мм, то есть нож защищен от разрушения массивным корпусом самой ножевой головки) и не нужно рифление на тыльной стороне ножа. При переточках выдвигаются такие ножи с помощью специального приспособления, которое так и называется: приспособление для выставления прямых ножей в ножевых головках. Качество обрабатываемой поверхности при условии использования высококлассного оборудования в первую очередь зависит от того, из какого материала изготовлен сам резец, поскольку именно этот инструмент работает непосредственно с древесиной. Хорошие ножи изготавливают из высоколегированной стали с равновесной структурой. Импортная сталь содержит 18% вольфрама и 6% молибдена. Это соотношение примесей обеспечивает ножам не только высокую стойкость, но и необходимую вязкость. Такие ножи не выкрашиваются при обработке сучковатой древесины, а значит, нет необходимости каждый раз останавливать технологический процесс для переточки инструмента. Понятно, что такая сталь весьма недешева, однако, если нож изготовлен из качественного металла, то, во-первых, он имеет больший ресурс, во-вторых, значительно повышается производительность оборудования, так как инструмент имеет большую стойкость между переточками, и, в-третьих, на качественном четырехстороннем импортном станке, при условии использования тщательно отбалансированных ножевых головок, можно достигать качества строжки 0,003мм. Т.е. максимальная высота микронеровностей такой поверхности не превышает 3 микрона! Пишите:sae@sae.kiev.ua Звоните: +380 (67) 504-64-49 или +380 (50) 377-85-09 |
||||||
|
ножевой
головки массу прецизионное высокоточное рифление гребенка высокоплотных
пород древесины дуба бука
|